

Hva er restspenninger?
Restspenninger er de mekaniske spenningene som forblir i et materiale selv etter at hovedkildene til restspenninger – ytre belastninger og/eller termiske gradienter er fjernet.
Restspenninger er på mange måter en uunngåelig «hukommelse» i materialet og forekommer i nesten alle former for materialbearbeiding. Enten det er snakk om den brå nedkjølingen under støping eller de massive kreftene i en valseprosess, vil materialet bære med seg sporene av behandlingen. Man kan se på det som en indre «rest» av krefter som ligger på lur.
Det som gjør restspenninger så utfordrende, er at de er usynlige. Disse usynlige kreftene opererer på tvers av alle lengdeskalaer – fra nanoskala i krystallgitteret, via mikroskala rundt legeringspartikler, helt opp til makroskala. Disse spenningene kan være kraftige nok til å få en massiv aluminiums-komponent til å vri seg eller bøye seg under kapping eller maskinering.
Avhengig av hvilken kilde de har, kan restspenningene generelt deles i tre kategorier.
- Termiske spenninger: Oppstår ved varmebehandling eller ujevn temperaturfordeling under prosesser som sveising, støping eller additiv tilvirkning (3D-printing).
- Mekaniske spenninger: Oppstår når metallet bearbeides fysisk og strekkes forbi sin elastiske grense for eksempel ved valsing eller bøying..
- Strukturelle spenninger: Skjer på mikronivå når metallets krystallstruktur endrer seg (faseoverganger), noe som fører til lokale volumendringer.
Er restspenningene farlig?
Svaret er et betinget «ja» – eller for å være mer presis, det kommer an på hvilken vei spenningen drar. Restspenninger er i bunn og grunn krefter i indre likevekt, men hvordan denne balansen er fordelt har alt å si for produktets levetid og kvalitet. En aluminiums-komponent kan se perfekt ut på utsiden, helt til en begynner å sage, bore eller frese i den. Da frigjøres kreftene, og komponenten kan plutselig deformeres.
Restspenninger kan ha en ødeleggende effekt på produktkvalitet (f.eks. distorsjon) og ytelse (f.eks. redusert utmattingsmotstand, svekket materialstyrke og redusert strukturell integritet). Dette er en universell utfordring som ikke bare rammer metalliske materialer, men også plast og kompositter.
Strekk vs. trykk: Den usynlige dragkampen
Vi skiller mellom to typer spenninger som har stikk motsatt effekt på materialet:
- Strekkspenning (tensile stress): Dette er den varianten som kan være farlig, hvor materialet trekkes fra hverandre innenfra. Hvis det oppstår et lite sår eller en begynnende sprekk, vil strekkspenningen fungere som en drivkraft som hjelper til med å åpne sprekken helt til komponenten svikter.
- Trykkspenning (compressive stress): Dette er ofte ingeniørens beste venn. Trykkspenninger presser materialet sammen, slik at hvis en sprekk prøver å oppstå, vil trykket sørge for å «klemme» den sammen igjen.
I industrien utnyttes dette aktivt. Gjennom metoder som for eksempel «shot peening» (kulebombardering) kan vi med vilje indusere trykkspenninger i overflaten for å gjøre komponenten mer motstandsdyktig mot utmatting og sprekkdannelse.
Kostbar ubalanse i produksjonen
Selv om spenningene ikke alltid fører til umiddelbar svikt, skaper de store utfordringer og uforutsigbarhet underveis i produksjonen. Her er noen kritiske eksempler:
- Additiv tilvirkning (3D-printing): På grunn av enorme temperaturforskjeller kan delen vri seg (distorsjon) mens den bygges, eller i verste fall rive seg løs fra bygge-platen. Dette fører til kostbare reparasjoner eller at deler må kastes.
- Maskinering og kutting: Når vi kutter i et materiale, endres den indre balansen umiddelbart. Materialet «slapper av» i nye retninger, noe som kan få en rett aluminiumsprofil til å bøye seg (banan-effekten). Dette krever ofte ekstra runder med fresing eller sliping for å nå dimensjonskrav.
- Sveisede konstruksjoner: Ved sveising av store rammer kan restspenninger føre til at kritiske festepunkter flytter seg flere millimeter etter nedkjøling, noe som krever tidkrevende manuelt rettingsarbeid.
Vanskeligheten med å «fange» spenningene
Selv om vi vet at disse kreftene finnes, er de ekstremt utfordrende å kartlegge nøyaktig. De er materialvitenskapens «mørke materie». Det er flere grunner til dette:
- Låst inne i materialet: I motsetning til ytre krefter, finnes det ingen enkel metode for å «se» spenningene inni en solid komponent.
- Konvensjonelle målemetoder forutsetter ødelagt del: De fleste konvensjonelle målemetoder, som «hole-drilling» eller kapping, er destruktive. Det vil si at delen ødelegges for å se hvordan den «slapper av».
- Behov for avansert utstyr: For å måle uten å ødelegge delen må vi ned på atomnivå med verktøy som røntgendiffraksjon (XRD) eller nøytronstråling ved store internasjonale forskningsanlegg.
Kan vi ikke bare simulere/beregne det?
Det er fullt mulig å simulere restspenninger, men det er langt fra en «trykk-på-en-knapp»-løsning. En pålitelig numerisk modell krever langt mer enn en kraftig datamaskin. Vi møter tre hovedutfordringer:
- Behovet for empiriske data: En modell er aldri bedre enn informasjonen man putter inn for å gjøre beregningene.
- Komplekse verktøy: Vi trenger verktøy som både er nøyaktige og raske nok for industrien.
- Verifisering og validering: Før vi kan stole på en modell, må den bevise at den stemmer med virkeligheten gjennom kostbare laboratorietester.
Per i dag finnes det ingen enkel måte å kartlegge et fullstendig tredimensjonalt felt av restspenninger med høy nøyaktighet. Mens måleteknikker ofte er begrenset til overflaten, er numerisk modellering foreløpig svært kostbart i tid og ressurser. Det er derfor et stort behov for å utvikle nye teknologier som kan gi rask og presis 3D-kartlegging.
IPN Res-ALMA: fra komplekst problem til praktisk løsning
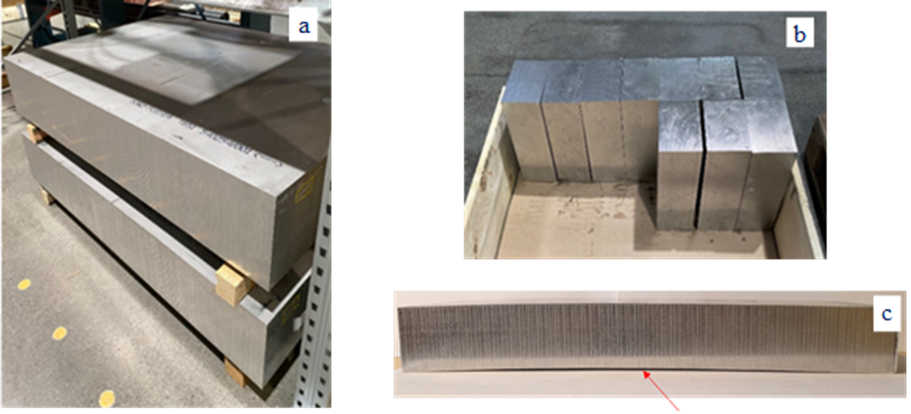
Et konkret eksempel på vårt arbeid er IPN Res-ALMA-prosjektet som adresserer hvordan restspenninger påvirker maskinering av store aluminiumsprodukter. Den industrielle prosessen starter med oppkapping av tykke aluminiumsplater i AA6082 legering i mindre blokker før endelig maskinering. Utfordringen var da at de tykke plater bar med seg kraftige restspenninger bygget opp gjennom forutgående termomekanisk bearbeiding – støping, valsing, trekking og varmebehandling. Restspenningene førte til store dimensjonale avvik etter kapping, som vist i Figur 1. Dette har tvunget operatørene til omfattende etterarbeid.
I prosjektet brukte vi flere metoder for å kartlegge restspenningene i materialet.
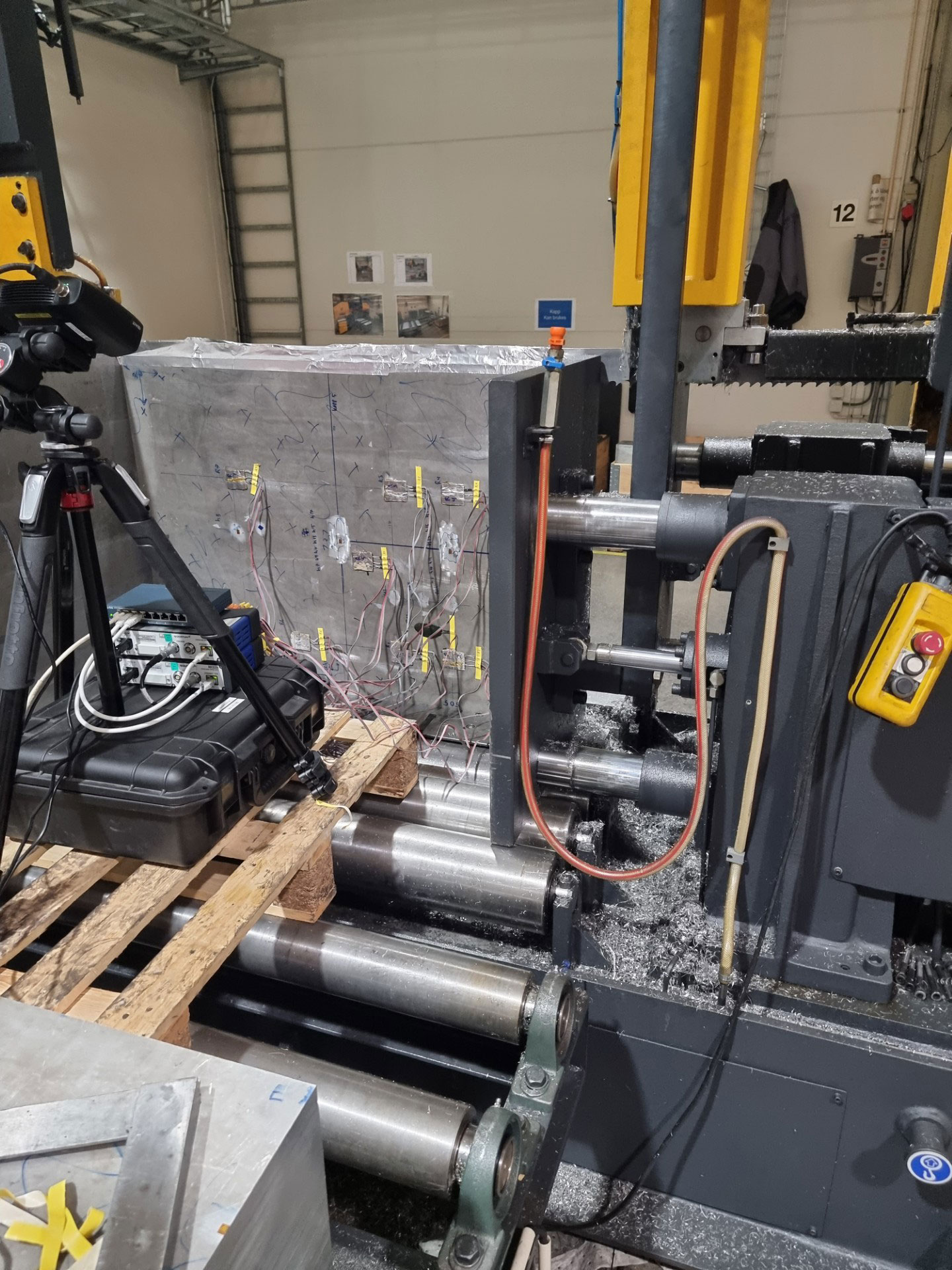
- Hul-boring (Hole-drilling) er brukt for in-situ målinger av restspenninger nær overflaten før og etter hvert kappe-trinn. I tillegg ble strekklapp-rosetter brukt for å måle forandringer i elastiske tøyninger på overflaten. Figur 2 viser opplegg for data-innsamling samt resultater av numeriske beregninger av hele kappe-prosessen.
- Kontur-metoden: Det ble kuttet gjennom hele plata med gnist-erodering og målt inn-og-ut-deformasjonen i kappeplanet for å regne oss tilbake til de opprinnelige restspenningene gjennom hele tykkelsen ved bruk av Finite Element Method (FEM) modellering. Figur 3 viser kappeplan og resultater fra numeriske FE beregninger.
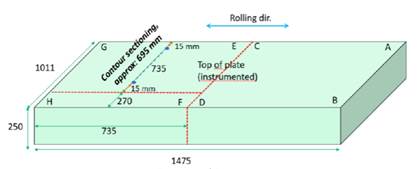
Figur 3. Kappeplan – øverst og resultater fra numeriske FEM beregninger i tverretning nederst til venstre og valseretning nederst til høyre, basert på målingene utført med kontur-metoden.
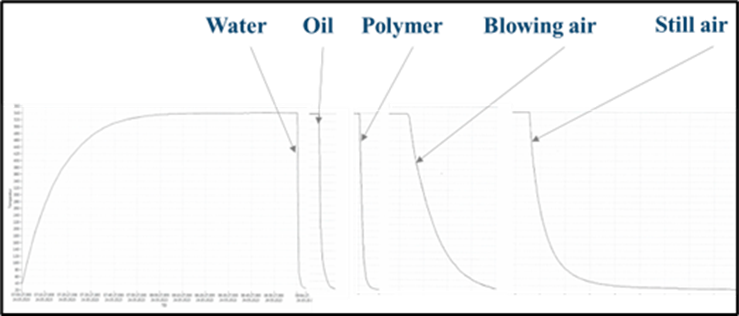
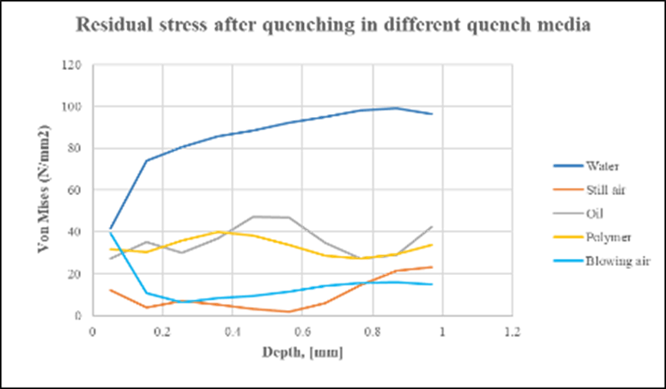
- Varmebehandling: Det ble undersøkt hvordan ulike varmebehandlingsprosedyrer påvirker omfordelingen og nivå av spenninger i plateoverflaten. Figur 4 gir en oversikt over de forskjellige avkjølingsmedier som ble testet i prosjektet med vann som en referanse.
En «magisk» enkel løsning
Selv om vi fortsatt jobber med utfordringene rundt nøyaktig 3D-kartlegging, fant vi en løsning med umiddelbar gevinst. Ved å gå fra de tykke plater til plater med mindre tykkelsen ble de dimensjonale avvikene nærmest eliminert. Det høres banalt ut, men det krevde store mengder forskning for å forstå samspillet mellom tykkelse og indre krefter, noe som nå sparer industrien for store kostnader.
For den aktuelle aluminiumslegeringen viste det seg også at økt lagringstid mellom produksjon av plate-materialet til videre bearbeiding av mindre komponenter reduserte restspenningen.
Veien videre: Fra usynlig utfordring til full kontroll
Gjennom Res-ALMA har vi lært at jakten på restspenningen er langt fra over. For en mer effektiv prosessing av materialer tar vi med oss disse erfaringene:
- Det vi ikke ser, kan skade oss: Restspenninger ignoreres ofte i designfasen fordi de er usynlige. Vi fant at vi må behandle dem som en integrert del av materialets tilstand.
- Behovet for bedre «øyne»: Vi trenger en teknologisk utvikling mot rimeligere, ikke-destruktive metoder for 3D-kartlegging av restspenninger som kan brukes i daglig drift.
- Numerisk modellering er nøkkelen: For å virkelig forstå problemet, må vi koble sammen hele kjeden: materiale → produksjonsprosess → ytelse i ett integrert rammeverk.
- Hybridløsninger i KI-tidsalderen: Med å kombinere modellbasert fysikk med datadrevne KI-metoder, kan vi skape raske og fysisk korrekte prediksjonsverktøyene for sanntidsproduksjon.
- Ingen utfordring er for liten: Problemer som virker små kan ha enorme ringvirkninger. Restspenninger er overalt, og å løse dette krever dedikert forskning på detaljene.
Målet er å flytte fokus fra «brannslukking» til kontroll, slik at vi kan sikre at deler / komponenter og sammenstillingen av slike blir riktig ved første forsøk.
Res-AlMa er et IPN prosjekt finansiert av Norges forskningsråd (IPN-332270). Forkortelsen Res-AlMa står for «Resirkulert Aluminium for Marine Applikasjoner». Prosjekteier er Østlandske Lettmetall. Prosjektet ble realisert i perioden 2022-2025. Metallco AS og OVUN stilte som prosjektpartnere og SINTEF Manufacturing og SINTEF Industri som forskningspartnere.







Kommentarer
Ingen kommentarer enda. Vær den første til å kommentere!