

Nye regler gir strengere krav og nye muligheter for biogassanlegg
Regjeringen har nylig fått i oppdrag fra Stortinget å tilrettelegge for en årlig økning i biogassproduksjonen på minst 1 TWh, som en del av en større satsing på norsk biogass. Dette vil bli en dobling av dagens produksjon som ligger på i underkant av 1 TWh biogass årlig. En slik økning vil bidra til både en betydelig reduksjon i CO2-utslipp og en mer bærekraftig og sirkulær utnyttelse av organisk avfall, som inneholder viktige næringsstoffer.
Hva er biogass?
Biogass produseres gjennom anaerob nedbryting av organisk materiale. Den består hovedsakelig av metan (CH4) og karbondioksid (CO2), og kan brukes direkte til varme- og strømproduksjon, eller som transportbrensel etter oppgradering til biometan. Uansett utnyttelse anses biogass som en klimanøytral energibærer fordi den produseres fra biogent materiale.
Biogassanlegg produserer også biorest – som er et restprodukt fra biogassproduksjonen. Derfor vil en økning i biogassproduksjon også føre til en økning i biorest som må lagres lokalt.
I februar 2025 trådte nye regler for gjødselvarer i kraft. Disse erstatter den tidligere gjødselforskriften fra 2003 og består av to separate forskrifter:
- Gjødselvareforskriften: Regulerer produksjon, omsetning og import av gjødselvarer av organisk opphav, samt enkelte uorganiske gjødselvarer.
- Gjødselbruksforskriften: Regulerer lagring og bruk av gjødselvarer.
Forskriftene omfatter også håndtering og bruk av bioresten, med både skjerpede krav og nye muligheter for biogassanlegg.
Det er flere endringer som er verdt å påpeke:
1. De nye forskriftene skiller mellom flytende og fast biorest, med ulike krav til lagring.
- Flytende biorest (<25 % tørrstoff): Må lagres i tette konstruksjoner med tak eller annen form for dekke for å redusere fordamping, samtidig som ventilasjon for farlige gasser opprettholdes.
- Fast biorest (>25 % tørrstoff): Kan lagres direkte på bakken, men må beskyttes mot overflatevann og ikke plasseres i flomutsatte områder eller nær vannforekomster.
I tillegg skal lagring av biorest ikke føre til luktulemper eller avrenning. Tidspunktene for spredning av gjødselvarer er endret og reguleres nå etter geografisk plassering. Det er også innført krav om nedmolding.
2. Det er nye grenseverdier for urenheter som plast, glass og metall i gjødselvaren, inkludert biorest. Ifølge de nye forskriftene er det ikke tillatt med slike partikler som er større enn 2 mm, mens den gamle forskriften tillot inntil 4 mm. I tillegg skal total mengde urenheter (partikler større enn 2 mm) være mindre enn 2,5 g/kg tørrstoff.
3. Grenseverdier for tungmetaller i biorest kan nå beregnes basert på fosforinnhold i stedet for tørrstoffinnhold. Dette kan være fordelaktig for bruken av biorest som gjødsel. Ettersom spredningen av bioresten ofte begrenses av fosforinnholdet, vil også tilførsel av tungmetaller til jord reduseres tilsvarende.
Det er videre innført maksimumsgrenser for fosfor og mineralsk nitrogen i jordblandinger, for å beskytte vannmiljøet. Kravene til fosforspredning blir gradvis strengere – blant annet ved at det kreves større spredningsareal. Frem til januar 2027 gjelder samme fosformengder som i den tidligere forskriften, men nå inkluderes også mineralgjødsel. Etter denne datoen vil tillatt fosformengde reduseres ytterligere.
I prosjektet BioSynGas har vi undersøkt hvordan bioresten kan nyttiggjøres gjennom hydrotermiske teknologier, samt hvordan disse teknologiene kan integreres i nye verdikjeder som kan redusere klimagassutslipp fra eksisterende biogassanlegg. Vi har hovedsakelig fokusert på to teknologier: hydrotermisk karbonisering (HTC) og hydrotermisk gassifisering (HTG). Begge teknologiene benytter vann som medium for termisk konvertering av organisk materiale.
Hva er hydrotermisk karbonisering (HTC)?
HTC er en moderat termokjemisk behandling som foregår ved temperaturer opptil 250 °C og under trykk høyt nok til at vann forblir i væskeform.
Ved HTC-behandling får man en fast og en flytende fraksjon, hvor den faste fraksjonen blir betydelig mer vannavstøtende enn ubehandlet biorest. Det gjør det mulig å redusere vanninnholdet betraktelig i den faste fraksjonen. Denne blir samtidig mer lagringsstabil og mindre utsatt for biologisk nedbrytning, og det blir lavere utslipp av klimagasser som metan under lagring og spredning.
Den flytende fraksjonen inneholder en stor andel av næringsstoffene samt løselig karbon som kan utnyttes videre til biogassproduksjon dersom væsken tilbakeføres til råtnetanken. Før dette kan skje, må imidlertid nitrogeninnholdet reduseres for å unngå skade på den bakteriekulturen som produserer biogass.
Hvordan biorest påvirkes under HTC, kommer an på det organiske materialet som bioresten er fremstilt fra. Men vi har sett at det å føre HTC-væsken tilbake til råtnetanken gir et økt potensial for metanproduksjon.
Hva er hydrotermisk gassifisering (HTG)?
Ved hydrotermisk gassifisering (HTG) er vannet vanligvis i superkritisk tilstand – det vil si ved temperaturer over 373 °C og trykk over 22,1 MPa. Under slike forhold endres vannets egenskaper radikalt, og det fungerer som et løsemiddel som effektivt bryter ned det organiske materialet til hovedsakelig syntesegass (syngass).
Under HTG konverteres det meste av karbonet til gass, mens den flytende fraksjonen inneholder en betydelig andel nitrogen og noe løselig karbon, i høyere konsentrasjoner sammenlignet med HTC. Den faste fasen består hovedsakelig av uorganiske forbindelser, inkludert tungmetaller.
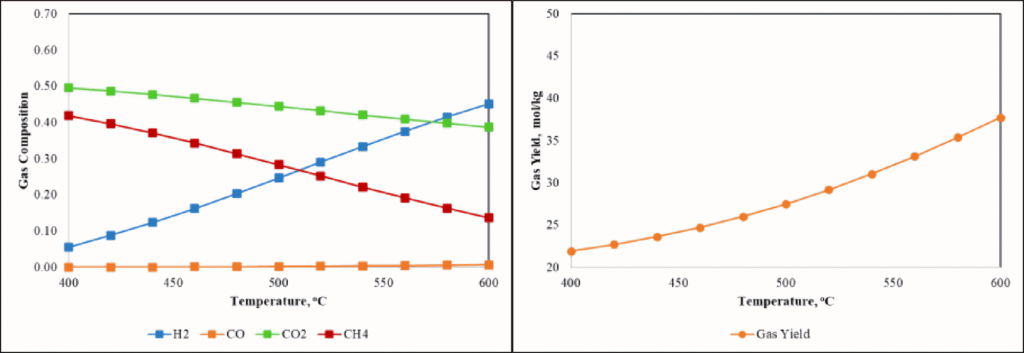
I BioSynGas har vi undersøkt hva som skjer med næringsstoffene når avløpsslam behandles med HTG. I tillegg har vi modellert HTG-prosessen for ulike biorestkvaliteter fra industripartnerne våre. Ved å variere viktige prosessparametere, har vi studert hvordan disse påvirker kvaliteten på den produserte syngassen.
Dette arbeidet danner grunnlaget for å planlegge egne forsøk i vår kontinuerlige HTG/HTL-reaktor (HTL: hydrotermisk flytendegjøring eller «hydrothermal liquefaction»), som etter planen skal gjennomføres høsten 2025. Reaktoren er en del av infrastrukturen finansiert gjennom NorBioLab.
Kan hydrotermisk behandling av biorest bidra til fjerning av plast og mikroplast?
I BioSynGas har vi ikke undersøkt spesifikt hvordan plast dekomponeres under hydrotermisk behandling. Litteraturen viser imidlertid at plast kan brytes ned og danne forskjellige produkter ved milde betingelser som i HTC, men nedbrytningsproduktene avhenger av plasttypen. En stor del av karbonet i plasten beholder sin struktur, som kan inkludere både aromatiske og alifatiske forbindelser.
Ved høyere temperaturer, som i HTG, kan plast og mikroplast i biorest konverteres til syngass sammen med det øvrige organiske materialet. Uorganiske urenheter som glass og metall brytes ikke ned. Ved HTC vil disse forbli i den faste bioresten, mens ved HTG kan disse skilles ut sammen med resten av den faste fraksjonen.
Tørr gassifisering etablerte et sammenligningsgrunnlag mot HTG
Prosjektet har også arbeidet med tørr gassifisering, såkalt «entrained flow»-gassifisering, for å etablere et sammenligningsgrunnlag mot HTG. Dette har vært et samarbeid mellom prosjektene BioSynGas, Bio4Fuels og NCS C+.
Fordelen med denne teknologien er at man oppnår en relativt ren syngass, som gjør at kravet til gassrensing reduseres. En ulempe er at biomassen må tørkes og males til svært små partikler før gassifisering.
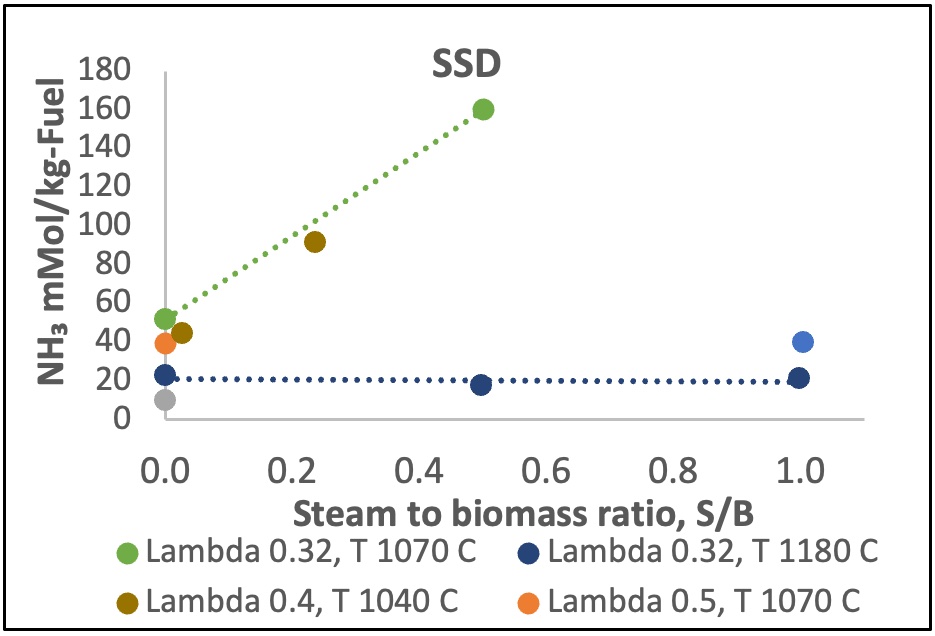
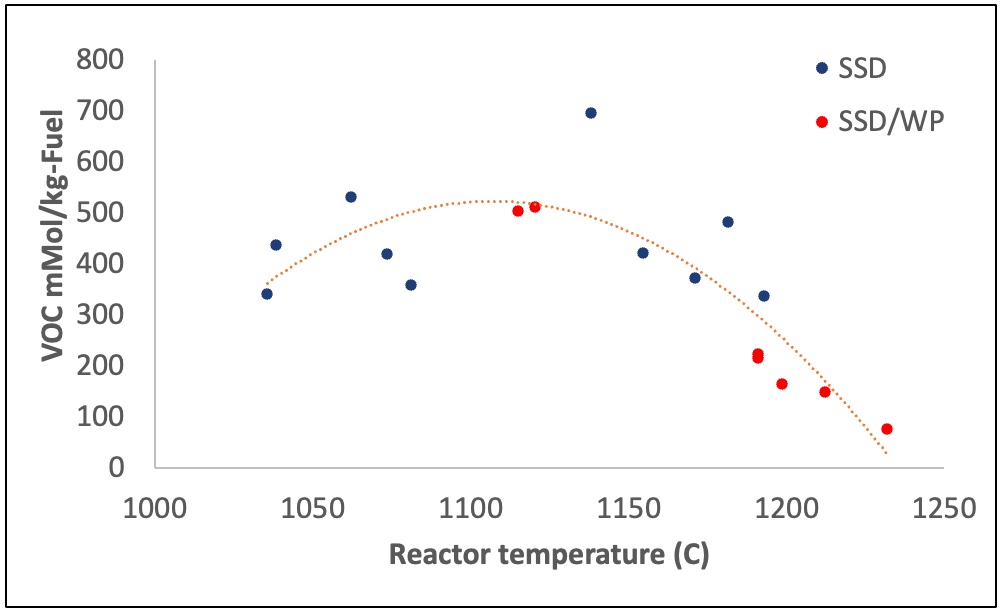
I løpet av de siste årene har det blitt gjennomført forsøk med ulike biomassetyper (inkludert lignin, trepulver og biorest) i vår høytrykksgassifiseringsreaktor.
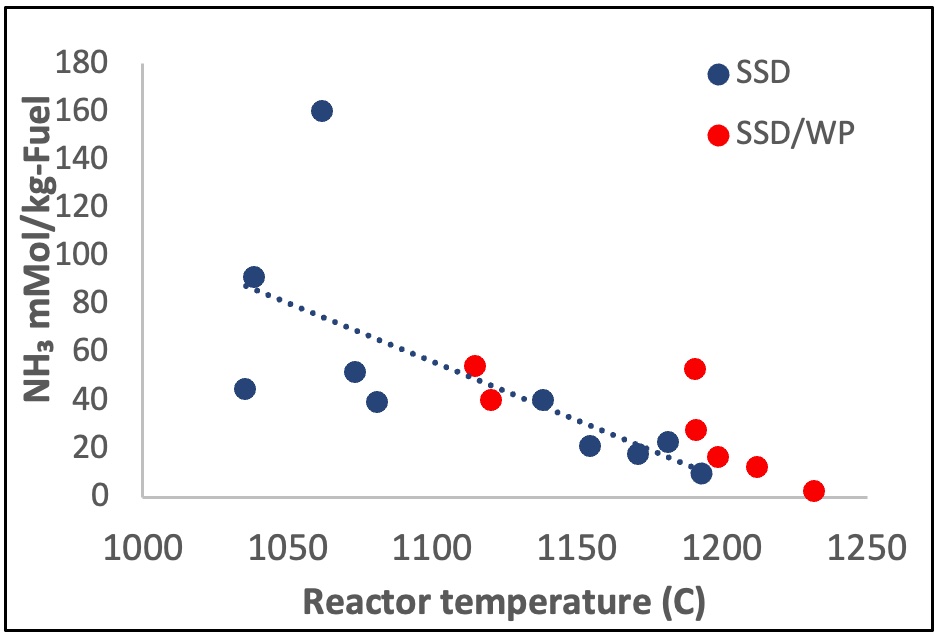
Noen viktige resultater fra forsøk gjennomført med biorest fra behandling av slam (SSD) vises i figurene nedenfor. For biomasse med høyt nitrogeninnhold kan ammoniakkutslippene være betydelige. Når det i tillegg brukes damp som gassifiseringsmedium, øker disse utslippene ytterligere. En sentral konklusjon er at utslippene reduseres når gassifiseringstemperaturen øker. Dette gjelder for både ammoniakk og uforbrente hydrokarboner.
Bruksområder for produktene som dannes under hydrotermisk behandling er avgjørende
For at hydrotermisk behandling av biorest skal være bærekraftig og økonomisk lønnsomt, er det viktig å identifisere bruksområder for produktene som dannes. Dette gjelder alle tre fasene: fast, væske og gass.
I prosjektets tidlige faser fant vi ut at biofilmbaserte prosesser kan spille en viktig rolle i videre utnyttelse, særlig av gassproduktene. En biofilmbasert prosess er en biologisk prosess der mikrobiell biofilm benyttes til å gjennomføre kjemiske eller biologiske omdanninger. En biofilm består av et strukturert samfunn av mikroorganismer (som bakterier, sopp eller alger) som fester seg til en overflate og er omgitt av en selvprodusert matrise av ekstracellulære polymeriske substanser (EPS).
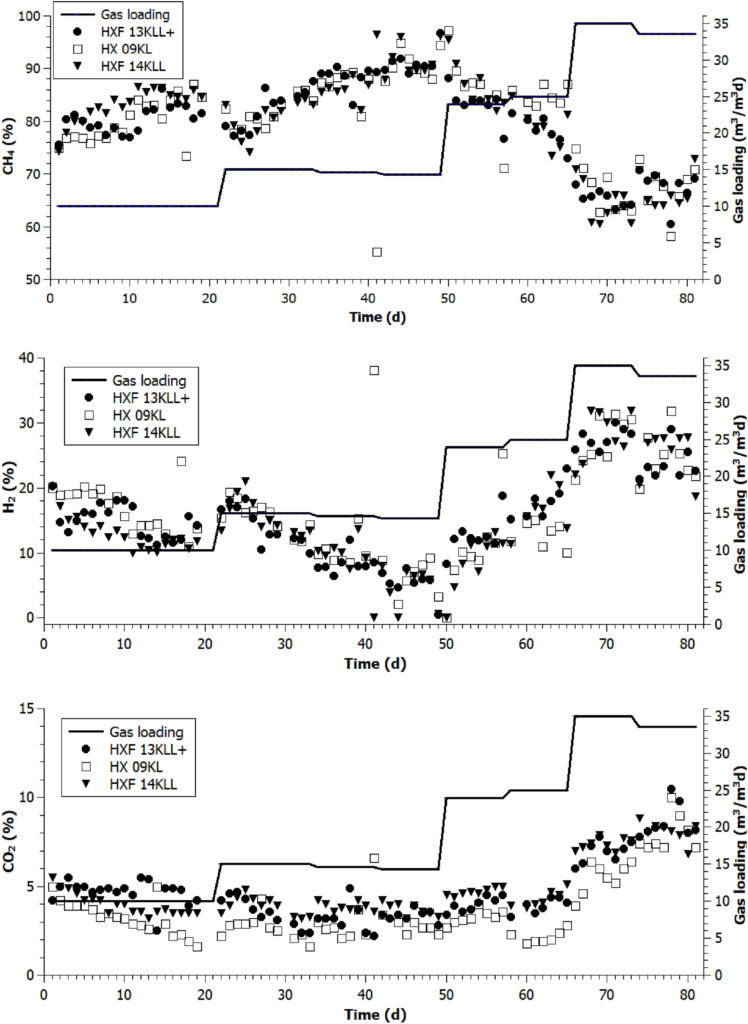
En typisk syngass fra HTG-prosessen består av en blanding av hydrogen (H2) og CO2. I prosjektet undersøkte vi effekten av å tilbakeføre denne gassen til en biofilmreaktor med ulike pakkematerialer. Vi klarte å konvertere en syngass med sammensetningen 27 % metan, 58 % hydrogen og 15 % CO2 til en gass med metaninnhold på over 90%. til en metangass med en konsentrasjon på over 90 %.
Karbonmonoksid (CO) er også en vanlig gasskomponent som kan dannes under HTG. Prosjektet har derfor også sett på hvordan CO påvirker konverteringsgraden. Hovedkonklusjonen er at vi klarte å omdanne 90 % av CO-gassen i en dryppbedreaktor, selv når innløpsgassen inneholdt opptil 15 % CO. Forsøkene ble gjennomført med substrater fra ku, en bakteriell kultur som er både billig og lett tilgjengelig. Resultatene fra dette arbeidet vil snart bli publisert.
Biorest er rikt på svovel, og under gassifisering kan hydrogensulfid (H2S) dannes, noe som kan påvirke den biologiske prosessen negativt. For nitrogenrike substrater kan ammoniakk i væsken også ha en lignende effekt.
Forsøkene våre viste imidlertid at H2S-konsentrasjon på opptil 3 % ikke påvirket konverteringen av syntesegass til metan i biofilmreaktor negativt. Tilsvarende gjaldt for ammoniakk, hvor konsentrasjoner opptil 3 g/L hadde ikke hemmet metanproduksjonen.
Til sammenligning viste forsøk med konvensjonell reaktorteknologi en betydelig reduksjon i metanproduksjon ved de samme betingelsene: 30 % reduksjon ved 3 % H2S og 45 % reduksjon ved 3 g/L ammoniakk.
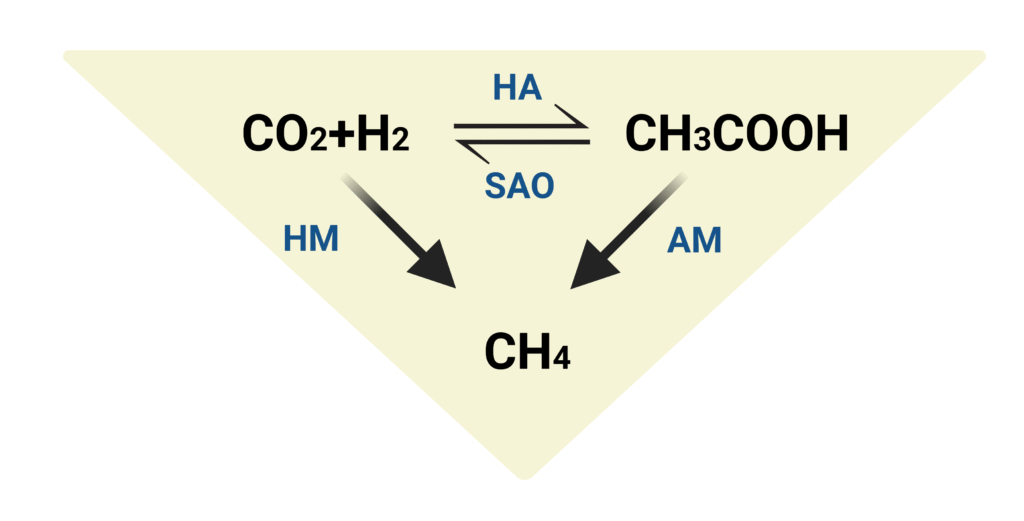
En viktig observasjon i biofilmforsøkene var at tilstedeværelsen av inhibitorer endret reaksjonsmekanismen for metandannelse: CO2 og H2 ble direkte konvertert til metan i stedet for å gå via eddiksyre som mellomprodukt.
Integrering av hydrotermiske prosesser for biorest krever et helhetlig perspektiv
Resultatene fra forsøk med hydrotermisk konvertering, samt hvordan produktene fra hydrotermisk behandling påvirker den anaerobe prosessen, brukes til å utarbeide masse- og energibalanser for integrasjon av biogassanlegg med hydrotermiske behandlingsprosesser for biorest.
Disse beregningene danner grunnlaget for å vurdere hvor stor økning i biogassutbytte, eller andre verdifulle produkter, som kan oppnås ved integrering, og om dette kan gi tilstrekkelig økonomisk avkastning til å forsvare de nødvendige investeringene.
Beregningene tar også hensyn til hvordan øvrige driftskostnader påvirkes av prosessoppgraderingen. Et konkret eksempel er transportkostnader: Volumet av biorest som må fraktes til utnyttelsesstedet, kan reduseres betydelig gjennom den hydrotermiske behandlingen, noe som potensielt gir lavere logistikkostnader.
Effekter av integrering med hydrotermiske prosesser på metanproduksjon og biorestvolum
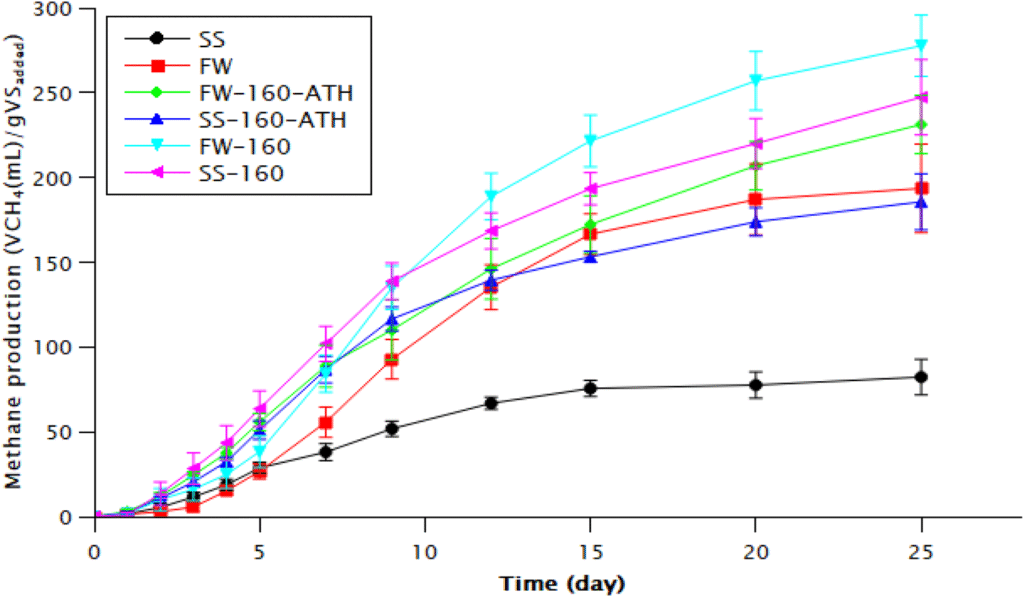
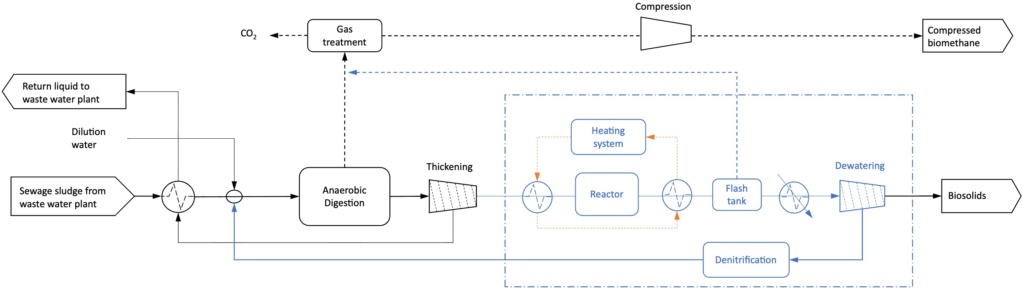
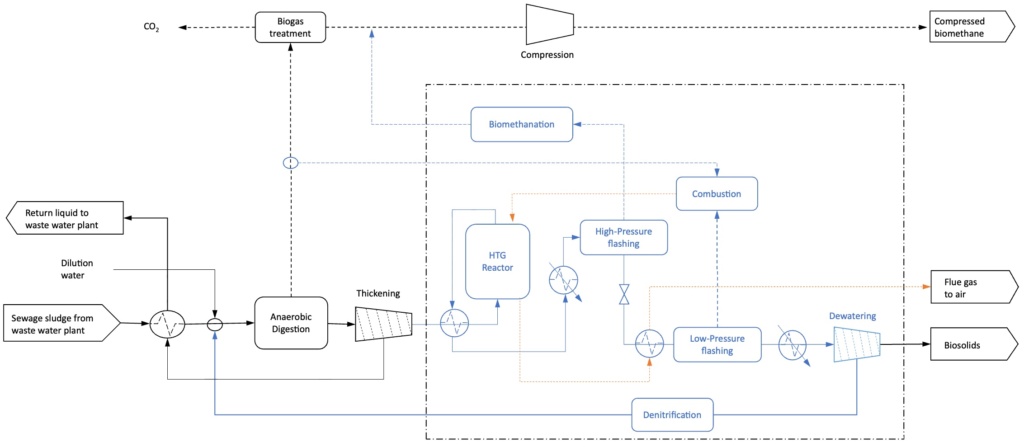
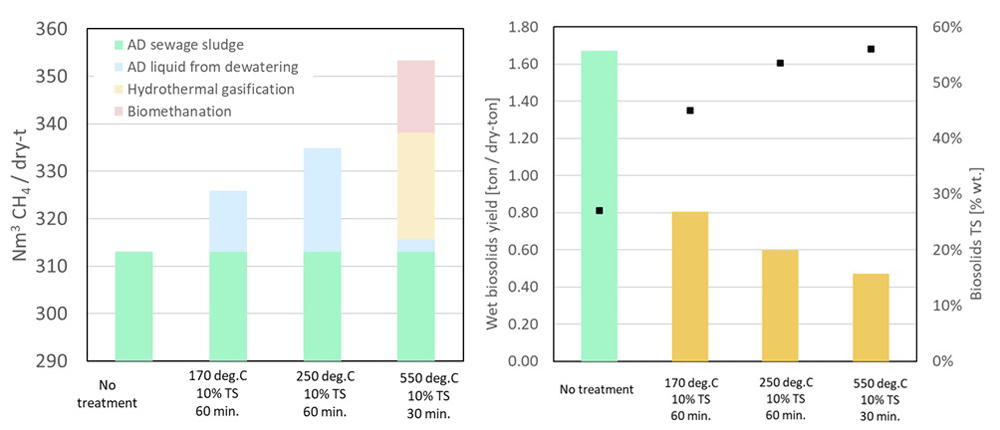
Prosjektet undersøkte hvordan integrering av hydrotermiske prosesser i biogassanlegg påvirker både metanproduksjonen og reduksjonen av biorestvolum. Som en del av dette arbeidet, ble et biogassanlegg integrert med hydrotermisk behandling ved 170 °C (termisk hydrolyse – TH), 250 °C (HTC) og opptil 550 °C (HTG).
Hovedfunn fra dette arbeidet var:
Reduksjon av biorestvolum: Hydrotermisk behandling reduserer det totale volumet av fastmassen med 50 % (170 °C), 65 % (250 °C) og 73 % (550 °C). Dette skyldes både økt løselighet av organiske komponenter i væskefasen og forbedrede avvanningsegenskaper i restmassen.
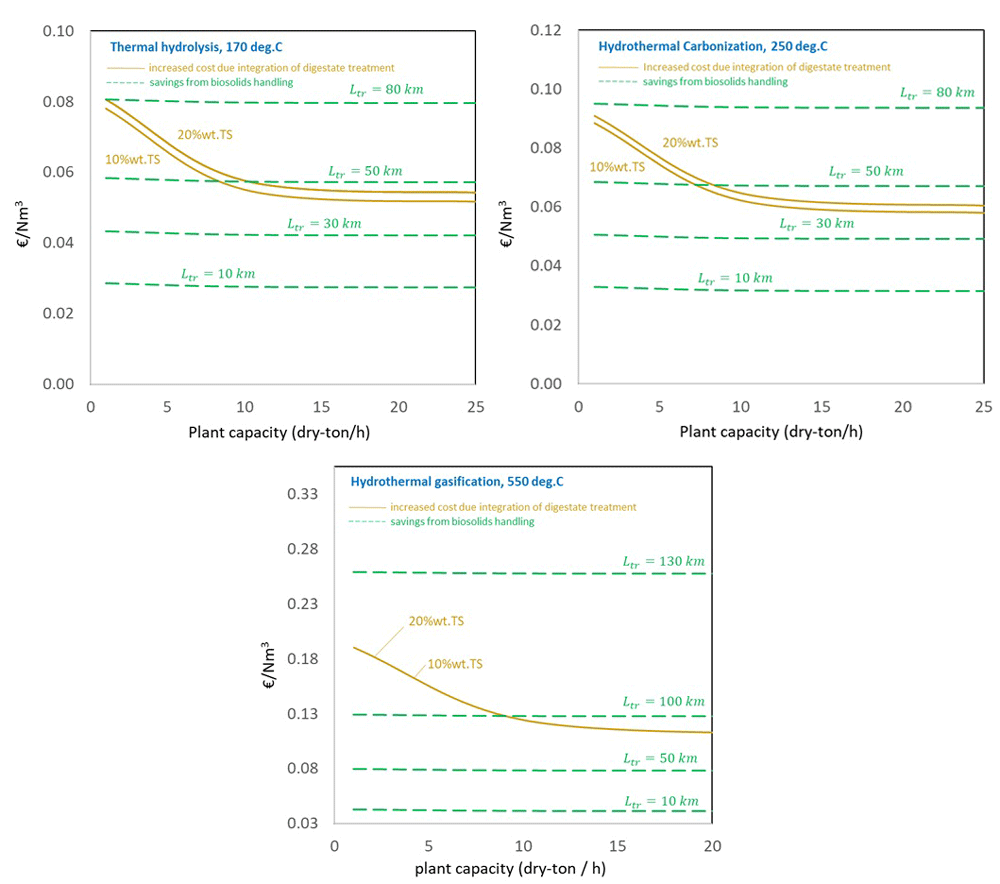
Når er hydrotermisk prosessintegrasjon lønnsomt?
Prosjektet undersøkte også kostnadsbildet for de tre ulike temperaturene. Resultatene viser at dersom bioresten transporteres 45 km eller mer, vil TH (170 °C) være lønnsomt. Ved HTC (250 °C) oppnås lønnsomhet ved transportavstander over 35 km. For HTG (550 °C) må bioresten transporteres mer enn 80 km for at behandlingen skal bli økonomisk gunstig.
Det er viktig å merke seg at disse kostnadsestimatene er basert på de spesifikke casene som er analysert i prosjektet. Dersom mer effektive integrasjonsløsninger utvikles i fremtiden, kan kostnadsbildet endres betydelig.
For eksempel er en innovativ tankegang å samle biorest fra flere anlegg og behandle dem i et felles HTG-anlegg, som eventuelt kan være integrert med et biogassanlegg. Om dette vil være økonomisk fordelaktig, er ikke så lett å forutsi – men det kan være et interessant scenario å utforske i videre studier.
BioSynGas danner et viktig kunnskapsgrunnlag for utviklingen av norske biogassanlegg
Resultatene fra BioSynGas-prosjektet viser at hydrotermiske teknologier kan spille en nøkkelrolle i fremtidens bærekraftige biogassproduksjon. Ved å integrere prosesser som TH, HTC eller HTG, kan både biogassutbyttet økes og volumet av biorest reduseres betydelig. Dette bidrar til lavere utslipp og bedre ressursutnyttelse, og kan gjøre anleggene bedre rustet til å møte de nye og strengere kravene til håndtering av biorest.
Prosjektet viser også at fremvoksende teknologier som biofilmreaktorer åpner for gode integreringsmuligheter, med potensial for økt karbonkonvertering og høyere metanutbytte. Teknologien har vist seg robust i møte med forurensningskomponenter i syngassen, noe som kan forenkle prosesskompleksiteten. Lønnsomheten vil likevel avhenge av lokale forhold, som transportavstander og anleggskapasitet.
BioSynGas danner dermed et viktig kunnskapsgrunnlag for utviklingen av neste generasjons biogassanlegg i Norge.








Kommentarer
Ingen kommentarer enda. Vær den første til å kommentere!