|
|
|
|
Dear reader,
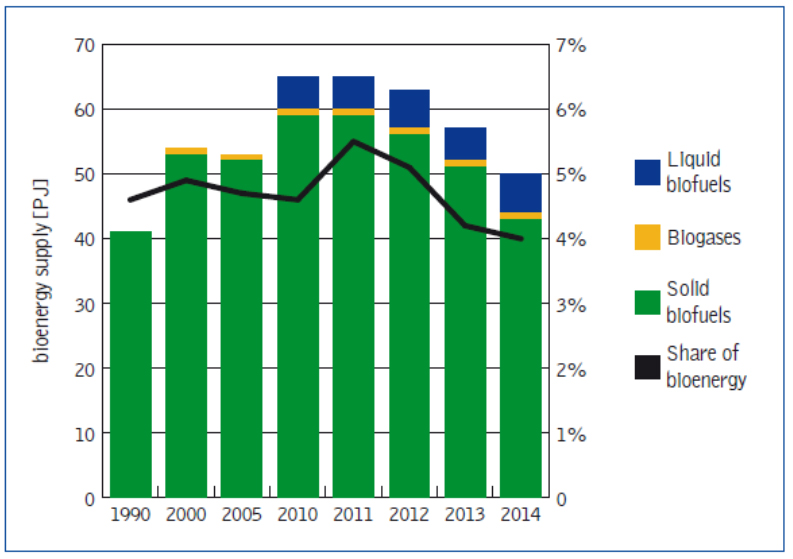
Norway is committed to increase the share of renewable energy by 2020 from 62.5 % (2014) to 67.5 %. Among all EU countries, this commitment is the most ambitious and requires a substantial increase in renewable energy in a relatively short time. The share of biofuels (including waste) in the renewable energy mix is 11 % and is in second place behind hydropower with 88 %. Much of the bioenergy consumed in Norway comes from wood stoves that have been losing ground lately due to low electricity prices, increased heat pump installations in private residences and improved energy efficiency in newly built houses. In addition, lower wood consumption is accredited to milder winters in recent years and the closures in the pulp and paper industry. All this has resulted in a decrease in bioenergy consumption following the peak year 2010 (see the figure below). On the other hand, the available biomass reserves in Norway have been increasing and the annual growth rate (approximately 56 TWh/year) is well above the wood consumption for energy (11.7 TWh for year 2014) and for other purposes. One important incentive for meeting Norway's ambition regarding increased renewable energy use should be to find the proper means for the available biomass to be utilized in the overall energy mix. In GAFT, we aim at contributing to the increase of biomass utilisation for energy by converting it to liquid biofuels. Liquid biofuels for the aviation sector has an important role in this project, as this is a sector that actually has no other alternative to fossil fuels in the near future. Roger Khalil, GAFT project manager |
Total primary energy supply from bioenergy in Norway (Source: IEA Bioenergy Countries' Report, 2016) |
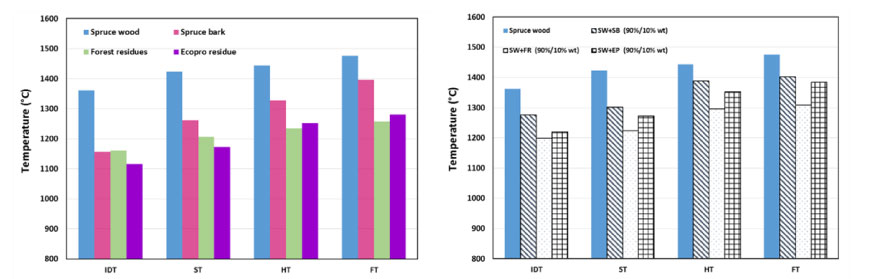
Progress update on feedstock pretreatmentA proper ash melting behaviour during gasification is the most critical parameter for a trouble free operation of an entrained flow gasification reactor. In the GAFT project, spruce stem wood will be used as a main fuel for gasification in an entrained flow gasifier. However, spruce stem wood has very low ash content, and the ash can only melt at a temperature higher than 1380 °C. Therefore, both the ash content and composition needs to be optimised in order to attain a certain amount of molten ash inside the entrained flow reactor. Fuel mixing can be an efficient way of altering the amount and chemical composition of the stem wood ash. In 2016, intensive experiments and analyses have been done for studying melting behaviours of spruce wood and mixtures with three different additive fuels; bark, forest residues and Ecopro digestion residues. The ashes from the stem wood, the three additive fuels and mixtures of the stem wood and the additive fuels were produced first. The fusion characteristic temperatures of the produced ashes were measured by using an ash fusion analyzer. The fusion temperatures are shown in the figure below. An ash starts to melt and sinter at the initial deformation temperature (IDT), and melts completely at the flow temperature. The stem wood ash has a high initial deformation temperature of about 1380 °C, and melts completely at 1492 °C. Upon mixing with the three additive fuels, the initial deformation temperatures of stem wood ash decrease to 1280 °C, 1196 °C and 1214 °C, respectively. In addition, the ashes of mixtures of stem wood and additive fuel have much lower flow temperature compared to that of pure stem wood ash. Through mixing with the tested additive fuels, more reactive ash forming elements (K, P and Si) are introduced to the stem wood ash, which alter the ash transformation reactions and melting behaviours as well. |
Fusion temperature of ashes of parent fuel (left) and fuel mixtures (right) produced at 550 °C (IDT: initial deformation temperature, ST: sphere temperature, HT: hemisphere temperature, FT: flow temperature) |
Progress update on entrained flow gasificationAs mentioned in the previous newsletter we successfully tested the fuel feeding system for the first time using three different fuels, torrefied stem wood, bark and torrefied tops and branches, just before the summer holiday. The tested fuels can be seen in the figure below. The next thing to test in the gasifier installation is the water-cooling and circulation system. In total, six water pumps will be used to circulate cooling water to the different subsystems. A primary pump will be used in a heat exchange circuit connected to an ice water system to remove heat and five secondary pumps will be used to cool the individual subsystems (biomass burner, gas coolers and syngas burner). We just received the last hoses to finalize this water cooling system and testing will begin early 2017. As soon as all sensors and instrumentation connected to this system show consistent and reliable values, we will move on to the syngas burner. The syngas burner is designed to burn the syngas produced by the gasification reactor. Since the syngas burner also is connected to the gas supply system this will be the first time several systems are operated at the same time; water-cooling, gas supply, process control and syngas burner-system. After this, the entire installation will be pressurized and leakage tested. The ambition is to perform the first gasification campaign before the summer 2017. |
Progress update on Fischer-Tropsch testingIn GAFT, a Fischer-Tropsch catalyst will be utilized in a medium to high temperature range for synthesis of biocrudes from the gasifier syngas. The productivity of cobalt-based catalysts is known to be much higher than that of iron-based catalysts. However, since iron-based catalysts are much cheaper, impacting on the overall cost of the process due to inevitable process steps, it is debatable whether a cobalt-based catalyst is truly the optimal catalyst for a BTL-process. In the GAFT project, to get a better overview of the process, six cobalt- and six iron-based Fischer-Tropsch catalysts are tested in laboratory fixed-bed reactors at relevant FT conditions. The experimental setup is shown in the figure below. All catalysts are tested at reactor temperatures from 210 to 270 °C, H2:CO ratios from 1 to 2, with and without CO2 in the syngas. A general observation is that Fe based catalysts gives lower CH4 and higher CO2 selectivity than the Co based catalysts. However, to justify the costs and to utilize the potential of the Co catalyst it is necessary to increase the H2:CO ratio in the syngas from the entrained flow gasifier. This will be at the expense of CO, yielding a total increase in CO2 and loss of carbon in the liquid product. Therefore, the project will continue with more detailed process studies on one of the iron-based catalysts. |
The experimental Fischer-Tropsch setup including some of the tested catalysts |
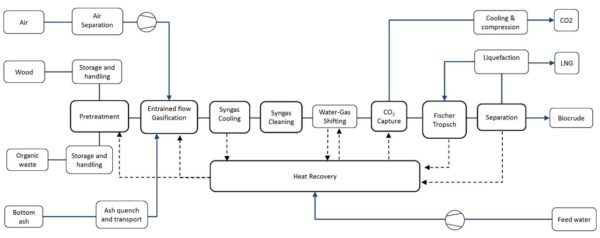
Progress update on value-chain analysisAs part of the activities in SP4, the process and economic performance of the decentralized production of Fischer-Tropsch biocrude via co-processing of logwood and sludge residues from anaerobic digestion in an entrained flow gasification reactor has been studied for plant capacities in the range of 150 to 600 MW based on the input feedstock energy to the gasification reactor. The Process Block Diagram of the biocrude production plant considered is shown below. The process design for the pretreatment system includes integrated drying of both the woody biomass and the sludge using direct-contact superheated steam, and torrefaction for the dried wood. The super-heated steam required for drying is produced from recovery of residual heat from the main conversion process. |
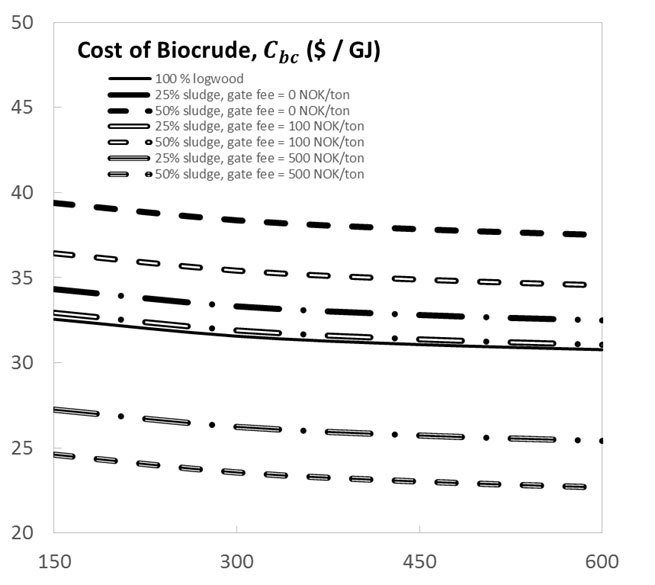
Overall flow diagram for the Fischer-Tropsch biocrude production plant based on co-processing woody biomass and wet organic waste in an entrained flow gasification reactor The methodology used involves a parametric analysis of the biocrude production plant, with derivation of explicit expressions to evaluate the overall techno-economic performance under variable plant scales. The parameters considered in the analysis include process design and operation, and dimensioning and costing of the main equipment. Both the process and economics are described in terms of the scale of the plant and the operational limits of the gasification system. The main economic results are shown in the figure below. Co-processing sludge residues from anaerobic digestion with woody biomass has been proven to improve the overall cost of biocrude produced from Fischer-Tropsch synthesis when considering gate fees for the sludge above 10 $/ton. For gate fees of 50 $/ton, which are realistic for the current waste market, the cost of biocrude ranges between 22 and 25 $/GJ for plant scales between 150 and 600 MW based on the input feedstock energy to the entrained flow gasification. Although the sludge lower calorific value and higher moisture content, which require higher capital investment for pretreatment, the reduction of feedstock supply cost with increasing fraction of sludge becomes dominant in evaluating the overall cost of production. Moreover, the overall efficiency of biocrude and LNG production, and therefore the main income to the plant, is comparable for mass fractions of the sludge in the raw feedstock ranging between 0 and 50%. Based on direct-contact superheated steam dryers for the pretreatment of sludge, the residual heat recovered from the main conversion process is sufficient to co-process up to 50% mass fraction of sludge in the raw feedstock with moisture content of 80%. |
Variation of the cost of biocrude as a function of the plant scale, the raw feedstock composition and the gate fee for the sludge |
Calendar of events
• ICBB 2016 : 18th International Conference on Biofuels and Bioenergy
December 29 - 30, 2016 Paris, France
• National Biodiesel Conference & Expo
January 16 - 19, 2017 San Diego, USA
• 6th International Conference on Biorefinery (ICB2017)
January 18 - 21, 2017 Christchurch, New Zealand
• The 2017 International Biomass Conference & Expo
April 10 - 12, 2017 Minneapolis, USA
• International Forest Biorefining Conference (IFBC)
May 9 - 11, 2017 Ontario, Canada
• The 7th International Conference on Algal Biomass, Biofuels and Bioproducts
June 18 - 21, 2017 Miami, USA
|
|
|
|
|
|
|